Расчет основных технико-экономических показателей цеха
.1 Расчет потребности в оборудовании
Действительный годовой фонд времени работы оборудования примем 4015 часов
Потребное количество станков по каждой операции
![]() (4.1.1)
(4.1.1)
![]() =1336386/264990= 5,043
=1336386/264990= 5,043
Количество отрезных станков принимаем 5
![]() =1002289/264990 = 3,782
=1002289/264990 = 3,782
Количество токарных станков принимаем 4
![]() =1670482/264990 = 6,304
=1670482/264990 = 6,304
Количество токарных станков принимаем 6
![]() = 1002289/264990 = 3,782
= 1002289/264990 = 3,782
Количество фрезерных станков принимаем 4
![]() = 1670482/264990= 6,304
= 1670482/264990= 6,304
Количество фрезерных станков принимаем 6
![]() =668192,9/264990= 2,521
=668192,9/264990= 2,521
Количество сверлильных станков принимаем 3
![]() =1002289/264990= 3,782
=1002289/264990= 3,782
Количество сверлильных станков принимаем 4
![]() =1336386/264990= 5,043
=1336386/264990= 5,043
Количество шлифовальных станков принимаем 5
![]() =1670482/264990= 6,304
=1670482/264990= 6,304
Количество шлифовальных станков принимаем 6
![]() = 1804120,999/264990= 6,808
= 1804120,999/264990= 6,808
Количество отделочных станков принимаем 7
Коэффициент загрузки
![]() (4.1.2)
(4.1.2)
Таблица 4.1 Результаты расчета станков.
|
С |
Спр |
ŋ |
|
С1= 5,043162 |
5 |
1,0086 |
|
С2= 3,7823715 |
4 |
0,9456 |
|
С3= 6,3039525 |
6 |
1,0507 |
|
С4= 3,7823715 |
4 |
0,9456 |
|
С5= 6,3039525 |
6 |
1,0507 |
|
С6= 2,521581 |
3 |
0,8405 |
|
С7= 3,7823715 |
4 |
0,9456 |
|
С8= 5,043162 |
5 |
1,0086 |
|
С9= 6,3039525 |
6 |
1,0507 |
|
С10= 6,8082687 |
7 |
0,9726 |
|
49,675146 |
50 |
0,9935 |
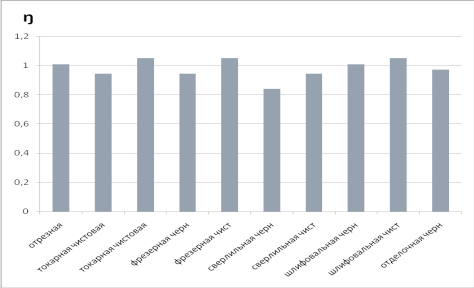
График загрузки оборудования во времени
Расчет оборотного фонда инструмента
Оборотный фонд инструмента формируется для обеспечения бесперебойного хода производства
Размер цехового оборотного фонда по видам инструмента, шт
![]() , (4.2.1)
, (4.2.1)
где Gм - число инструмента на рабочих местах;
Gк - число инструмента, находящегося в цеховой инструментально-раздаточной кладовой ИРК;
Gр - число инструмента, находящегося в ремонте, заточке, проверке
При периодическом снабжении рабочих мест инструментом количество режущего инструмента составит:
![]() , (4.2.2)
, (4.2.2)
где Тм- периодичность подачи инструмента к рабочим местам, ч;
Тс -периодичность съёма инструмента со станка, ч.;
n = 50- число рабочих мест, на которых одновременно применяется инструмент в одинаковых условиях;
m = 3 - число инструмента, одновременно применяемого на каждом рабочем месте;
φ=1,0 - коэффициент резервного запаса на каждом рабочем месте.
Количество инструмента, находящегося в заточке:

